5.1 Общие требования к материалам
5.1.1 Стали, используемые в конструкциях резервуаров, должны соответствовать требованиям, установленным настоящими Нормами.
Для конструкций резервуаров следует применять стальной прокат, изготовленный по технической документации, согласованной с ОАО «АК «Транснефть».
Сталь должна поставляться в состоянии после горячей прокатки, термической обработки (нормализации, закалки с отпуском), после контролируемой прокатки.
Для конструкций резервуаров должна применяться сталь по ГОСТ 27772.
5.1.2 Для основных конструкций резервуара подгруппы «А» надлежит использовать сталь класса С345 по ГОСТ 27772 (09Г2С-12).
Для основных конструкций резервуара подгруппы «Б» должна применяться спокойная сталь С245, С255, С275, С285, С345 по ГОСТ 27772.
Прокат из углеродистых сталей должен поставляться по ГОСТ 14637, из низколегированных сталей — по ГОСТ 19281.
5.1.3 Для вспомогательных конструкций, наряду с выше перечисленными сталями с учетом температурных условий эксплуатации, возможно применение стали С235 по ГОСТ 27772. Требования к материалу вспомогательных конструкций должны соответствовать нормам СНиП II-23-81* для строительных конструкций с учетом условий эксплуатации, действующих нагрузок и климатических воздействий.
5.1.4 Листовой прокат для основных конструкций должен подвергаться изготовителем механическим испытаниям в объеме, предусмотренном ГОСТ 14637, ГОСТ 27772. Механические испытания проводят на образцах, вырезанных поперек направления прокатки. Использование неразрушающих (в т.ч. статистических) методов контроля для оценки механических характеристик листового проката не допускается.
5.1.5 Листовой прокат для основных конструкций должен подвергаться ультразвуковому контролю сплошности по ГОСТ 22727 в объеме 100% листов партии, вид сканирования — сплошное. Требуемый класс сплошности проката — 0. Неконтролируемые зоны листа не должны превышать: у продольной кромки — 5 мм, у поперечной кромки — 10 мм. В листах не допускаются дефекты прокатки (расслоения, закаты, раковины, плены и т.д.). Контроль состояния кромок листового проката проводится согласно ГОСТ 14637.
5.1.6 Листовой прокат по качеству поверхности должен соответствовать требованиям ГОСТ 5520, ГОСТ 14637. Удаление поверхностных дефектов листов заваркой не допускается. При удалении поверхностных дефектов листов зачисткой абразивным инструментом не допускается уменьшение толщины листа сверх минусового допуска на толщину.
5.1.7 Поверхность листового проката должна быть очищена от окалины и покрыта консервирующей смазкой.
5.1.8 Каждый лист должен иметь маркировку, включающую в себя марку стали и номер плавки. Маркировка должна быть нанесена путем клеймения с высотой букв не менее 6 мм. Листы с одной плавкой сопровождаются копией сертификата на материал.
(Измененная редакция, Изм. 2005 г.)
5.2 Химический состав и свариваемость
При отсутствии в сертификатах на сталь сведений по содержанию меди и ванадия расчет углеродного эквивалента производится из условия содержания в прокате меди и ванадия в количестве 0,30% и 0,01% по массе соответственно.
(Измененная редакция, Изм. 2005 г.)
5.3 Сортамент листов
Листовой прокат в части размеров должен соответствовать требованиям ГОСТ 19903. Листовой прокат в части допусков формы, точности изготовления по толщине и ширине, плоскостности, серповидности должен соответствовать требованиям ПБ 03-605-03 и иметь предельное нижнее отклонение по толщине листа не более 0,3 мм.
5.4 Материал болтов и гаек, фасонного проката
Выбор материала монтажных болтов и гаек, болтов и гаек для фланцевых присоединений трубопроводов к патрубкам, фундаментных и анкерных болтов следует производить согласно требованиям ПБ 03-605-03. Материал фасонного проката, используемого для изготовления основных конструкций резервуара должен соответствовать требованиям настоящих Норм.
5.5 Требования к ударной вязкости
5.5.1 Ударную вязкость при заданной температуре для каждой партии стали проводить на трех поперечных образцах с V-образным надрезом, ось надреза которых перпендикулярна к поверхности листа.
Среднее значение ударной вязкости должно быть не ниже величины, указанной в 5.5.4. Для одного из трех образцов допускается снижение значения ударной вязкости ниже указанной в 5.5.4, но не более чем на 30%.
5.5.2 Для фасонного проката ударная вязкость определяется на продольных образцах, длинная сторона которых совпадает с длиной проката. При этом нормируемое значение ударной вязкости должно быть выше нормируемого значения ударной вязкости для листового проката аналогичной толщины не менее чем на 20 Дж/см2.
5.5.3 Температуру испытания на ударную вязкость для стали, с пределом текучести 390 МПа и ниже, производить по номограмме (см. рисунок 5.1). Для стали, с пределом текучести свыше 390 МПа, температура испытаний должна быть не выше расчетной температуры металла.
5.5.4 Ударная вязкость на поперечных образцах для листов стали с пределом текучести 345 МПа и ниже должна быть не менее 35 Дж/см2, для листов с более высоким пределом текучести — не менее 50 Дж/см2.
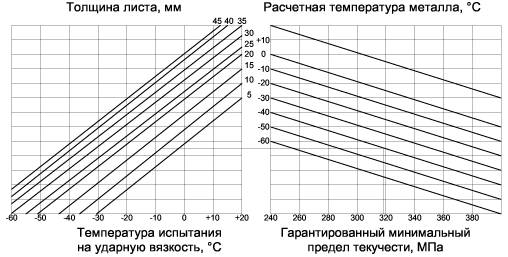
Рисунок 5.1 — График для определения температуры испытания с учетом предела текучести, расчетной температуры металла и толщины листов (штриховой линией показан порядок действий)
5.5.5 Для стали с пределом текучести 315 МПа и ниже допускается (в интервале температур, ограничиваемых сверху нормируемым уровнем ударной вязкости 35 Дж/см2) снижение нормируемого значения ударной вязкости на поперечных образцах до 30 Дж/см2 при условии, что для одного из трех образцов разрешается снижение значения ударной вязкости на 5% ниже нормированной величины.
5.6 Условия приемки
Листовая сталь для основных элементов конструкций должна поставляться металлургическим предприятием партиями. Партию составляют листы одной марки стали, одной плавки — ковша, одной толщины, изготовленные по одинаковой технологии, включая режимы прокатки и термической обработки. Листы каждой партии должны сопровождаться документом о качестве по ГОСТ 7566. В документе о качестве, кроме характеристик, предусмотренных требованиями стандарта (технических условий) на сталь, должны быть указаны характеристики, предусмотренные дополнительными требованиями настоящих Норм.
5.7 Требования, указываемые в заказе на изготовление проката
В заказе на изготовление проката для основных элементов конструкций резервуаров, наряду с наименованием марки стали, номером стандарта (технических условий), геометрических размеров листов (толщины, ширины, длины) и их массы указываются следующие дополнительные требования:
— поле допуска с постоянным предельным нижним отклонением 0,3 мм;
— точность изготовления по толщине (ВТ или АТ), по ширине (АШ или БШ), по плоскостности (ПО или ПВ), по серповидности (СП);
— наибольшая масса партии 60 тонн;
— ограничение углеродного эквивалента для стали (Сэкв 0,43%);
— требования к ударной вязкости: тип образца; температура испытания, °С;
— нормированная величина ударной вязкости, Дж/см2.
(Измененная редакция, Изм. 2005 г.)
5.8 Требования к сварочным материалам
При монтаже резервуаров используют электроды с основным видом покрытия для ручной сварки, флюсы плавленые и агломерированные для автоматической сварки, монолитные сварочные проволоки для автоматической сварки под флюсом и полуавтоматической сварки в среде защитных газов, порошковые проволоки для автоматической и полуавтоматической сварки, защитные газы. Все сварочные материалы должны быть аттестованы для применения при сварке резервуаров в соответствии с действующей НТД.
Электроды, проволока, флюс, защитные газы должны соответствовать ГОСТ 9466-75, ГОСТ 2246-70, ГОСТ 8050-85, ГОСТ 10157-79.
Тип электрода по ГОСТ 9467-75 должен устанавливаться проектной документацией.
